
Pipeline Anticorrosion Thermal Insulation Pipe production line
MACHINERY MANUFACTURER
TEL : +86-532-57780399
E-mail : yuki.huang@qdhsd.com

1. Pipe structure
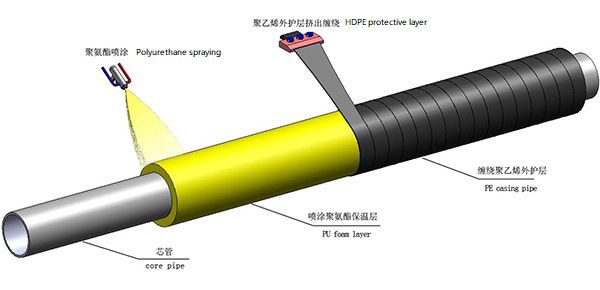
Rigid polyurethane spraying polyethylene winding prefabricated directly buried insulation pipe consists of steel working pipe, spraying polyurethane rigid foam insulation layer and winding polyethylene outer protective pipe. See the following figure for product structure:
1. Technological flow:
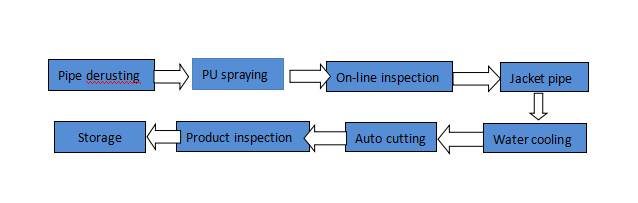
(1). Steel pipe rust removal: use a hydraulic lifter to transport the steel pipe to conveying line. The steel pipe rotates and enters the shot blasting chamber. When the internal sensor collects the signal of incoming steel pipe, the shot blasting machine starts to work. The shooting projectiles hits the outer surface of the steel pipe, removing rust and impurities attached to pipe surface, and the steel pipe moves onto the conveying line. After shot blasting treatment, the outer surface of the steel pipe meets the requirements of SA2.5.
(2). Polyurethane spraying: The steel pipe moves forward at a constant speed on rotating wheels. The spraying robot blow foaming materials to form umbrella shaped fog to evenly spray it onto surface of the rotating steel pipe. The polyurethane raw materials foam within a short period of time to achieve the required compressive strength and design thickness. When the insulation layer is very thick, multiple times of spraying can be required.
(3). Polyethylene pipe winding: The steel pipe that has been coated with polyurethane insulation layer rotates and moves along the conveying line. The extruder extrudes a certain thickness of molten polyethylene sheet and winds it on outer surface of the insulation layer. As the insulated steel pipe continues to move forward, the extruder continuously extrudes the molten polyethylene sheet material and wraps it on the surface of the polyurethane layer to form protective layer.
(4). Spray cooling: The semi-finished pipe wrapped with a polyethylene outer protective layer is cooled by an online spraying device. The polyethylene outer protective layer tightly wraps the polyurethane insulation layer on the steel pipe, completing the production of insulated steel pipe.
(5). Tracking and cutting: online track the pipe and cut automatically. When the sensor detects incoming pipe, the control system automatically starts the cutting saw. While the saw blade rotates at high speed, the cutting mechanism performs circumferential cutting around the pipe. Online cutting not only ensures high quality cutting ends, but also ensures the continuity of production and improves production efficiency.
(6). Number the finished pipe and put pipes into warehouse
1. Features of the polyurethane spraying PE winding insulation pipe
(1). Density, thermal conductivity, compressive strength and other indices of the polyurethane insulation layer are uniform and consistent. Therefore overall performance of the pipe is superior.
(2). The polyurethane insulation layer is formed by free foaming. Since polyurethane is foamed perpendicular to the axial direction of the pipe, compressive strength of the insulation layer is improved.
(3). The polyurethane insulation layer is formed after spraying. The raw materials are sprayed onto the outer surface of the steel pipe in a liquid form, and then begins to foam. Due to the high reaction activity of the spraying polyurethane raw materials, adhesion between steel pipe surface and polyurethane foam layer is stronger.
(4).Roughness of the surface of polyurethane foam layer is more conducive to increase bonding effect between insulation layer and outer HDPE protective layer.
(5). Polyurethane insulation layer can be sprayed according to the thickness required by customers with a thickness of 15-20mm. Costs can be significantly saved.
(6). Prefabricated directly buried insulation pipes produced using the "spray winding" process, with polyurethane insulation layer and polyethylene outer protective layer thickness adjustable according to users needs. The production process does not require additional molds and tooling, making it simple and easy to operate. Due to the absence of expansion stress on the polyethylene outer protective layer during foaming in the "spray winding" process, thickness of the polyethylene outer protective layer can be relatively thinner, reducing costs for customers.
(7). The polyethylene outer protective layer is formed by circumferential winding, therefore circumferential elongation and tensile strength are significantly improved. Circumferential strength of polyethylene protective layer is stronger.
(8). As this is a completely automatic production line, Production speed is improved and production quality is consistent and superior.

2. Main indices of the composite pipe
Item | Standard value | Tested value |
Pipe diameter | DN300-DN1620 | |
OD contraction rate | ≦2% | 1.46 |
Radial shear strength | ≥0.12(23±2℃)MPa ≥0.08(140±2℃)MPa | 0.14 0.09 |
Shock strength | (-20℃, 3Kg, hammer falls from 2 meters high) No visible cracks | OK |
Peak Operating temperature | 140℃ | 150℃ |
Continuous operating temperature | 120℃ | 140℃ |
Service life | ≥30 years | OK |
Next: Shanxi Linfen purchased Huashida 508-1620 continuous PU spraying insulated pipe production line
